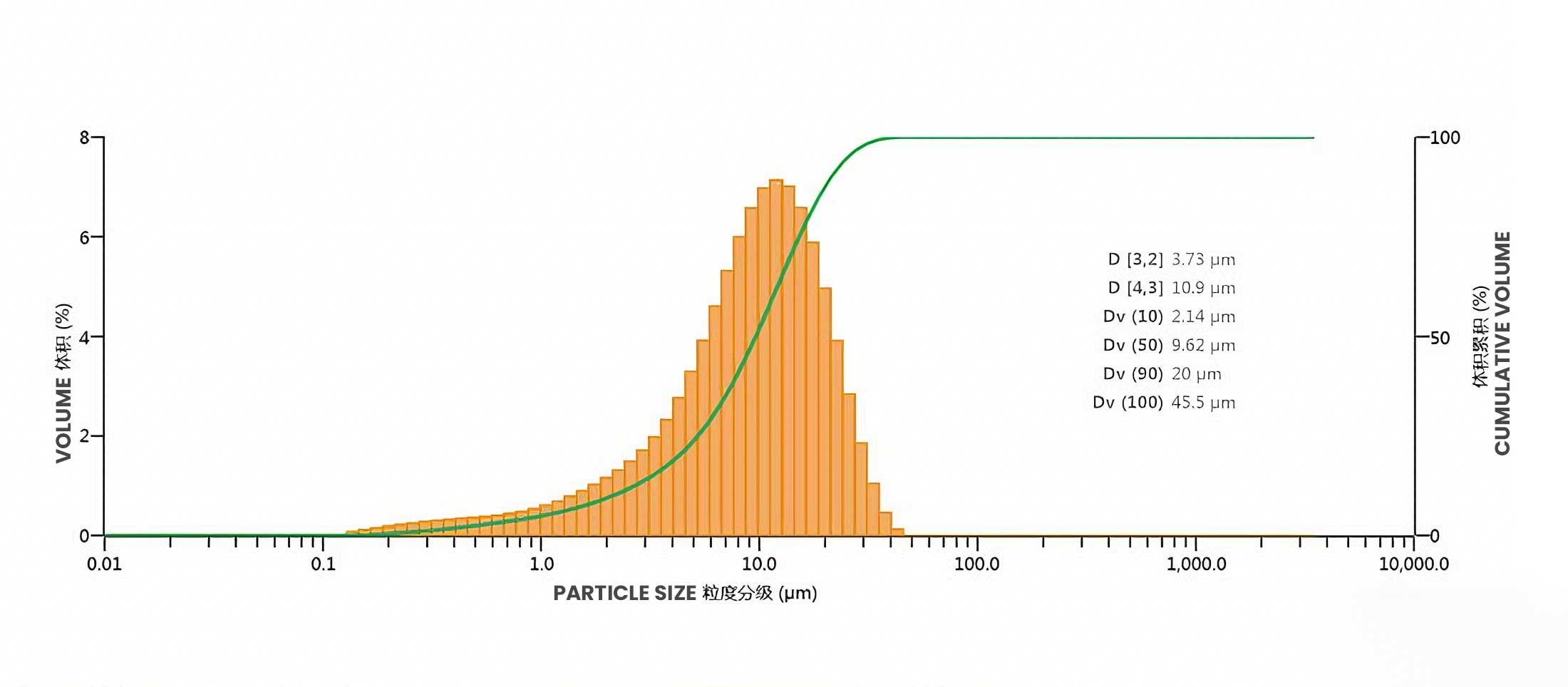
The core working principle of the sodium bicarbonate crusher dedicated to flue gas desulfurization involves reducing lumpy or coarse-grained baking soda (particle size ≤ 10mm) into fine powder with a D90 of 10-45μm through supersonic airflow impact, mechanical compression, or shearing. Fed uniformly into the crushing chamber via a variable-frequency speed-regulating feeder, the raw material undergoes rapid collision, friction, and shearing under the action of air kinetic energy or mechanical force to form high-specific-surface-area powder. Meanwhile, an built-in classifying wheel enables precise screening: qualified fine powder is conveyed to the desulfurization tower via negative-pressure airflow, while coarse particles are recycled for secondary crushing to ensure uniform particle size. A supporting cooling system maintains the chamber temperature at ≤ 40℃ throughout the process to prevent sodium bicarbonate decomposition and inactivation. Additionally, the integrated pulse dust collection system efficiently captures dust (with an emission concentration ≤ 10mg/m³) for resource recovery and achieves seamless connection with the desulfurization tower's spray system through a closed conveying pipeline. This allows the atomized fine sodium bicarbonate powder to fully contact high-temperature flue gas, effectively removing acidic gases such as SO₂ and HCl, and forming a continuous process loop of "crushing-classification-conveying-desulfurization."
Chemical reaction principle of sodium bicarbonate
NaHCO3 + HCl → NaCl + H2O + CO2
2NaHCO3 + SO2 + ½ O2 → Na2SO4 + H2O + 2CO2
NaHCO3 + HF → NaF + H2O + CO2